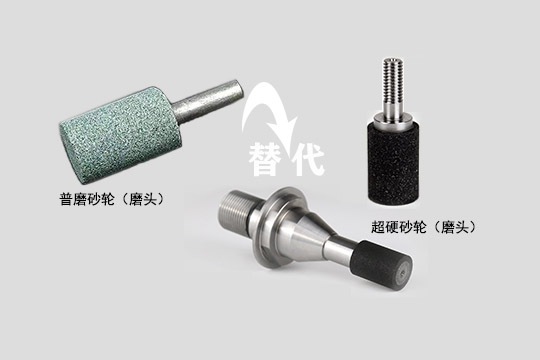
摘要:随着技术创新与高科技产品的不断涌现,零件的加工精度和表面完整性要求愈来愈高。超硬砂轮逐步替代普磨砂轮也成为趋势。本文将总结分析超硬CBN砂轮替代普磨砂轮需要注意的具体事项。
1. 普磨砂轮的优缺点
人造普通磨料分为刚玉类和碳化物类。刚玉类:棕刚玉、白刚玉、铬刚玉等;碳化物类:绿碳化硅、黑碳化硅、立方碳化硅、碳化硼。虽然普磨砂轮种类多样、价格低廉、应用广泛,但随着零件的加工精度和表面完整性要求愈来愈高,磨削正在向超精密磨削、超精密研磨和抛光等方向发展。普磨砂轮在加工效率、加工效果等方面越来越无法满足磨削加工的要求,超硬砂轮逐步替代普磨砂轮也成为趋势。
2.超硬砂轮的优势
超硬砂轮是指用超硬材料作为磨料层制成的砂轮。通常超硬材料指的是人造金刚石、人造CBN。这两种材料的同时存在,起到了互补的作用,可以覆盖当前与今后发展的各种新型材料的加工,对整个切削加工领域极为有利。
金刚石砂轮磨具切削过程中,导热性优越,散热快,是磨削硬质合金、光学玻璃、陶瓷等硬脆材料的绝佳磨具。但因金刚石与铁系有亲和力,在700℃~800℃时容易碳化,工具磨损快。所以它不适于磨削钢铁材料及超高速磨削,只能用在有色金属和非金属材料上。
CBN砂轮磨料的出现引起磨削技术的新革命,它能承受1300℃~1400℃的高温,对铁族元素化学惰性大,导热性好,磨钢料时的切除率高,磨削比大,磨具寿命长,是磨削淬硬钢、高速钢、高强度钢、不锈钢和耐热合金等高硬度韧性大的金属的极佳磨料,已逐步成为未来难加工材料的主要切削工具材料。目前市场中应用较多的是陶瓷结合剂CBN砂轮,特别适合高效率、高精度磨削,如磨削发动机凸轮轴和曲轴、压缩机部件、轴承内径和沟道等各种难磨削工具。